Products
Voice of Customer !
Beyond Expectations - Making Production Sites More Efficient Through Technology
A happy new year to you all. To kick off the new year, we invited Mr. Sato of Mitsubishi Electric Corporation, who was awarded the Medal with Purple Ribbon in the spring of 2019, to visit Okuda Seiko., Co. Ltd. in Shimada City, Shizuoka Prefecture.
Okuda Seiko., Co. Ltd. is a one-stop mold manufacturer that designs and manufactures custom molds for precision plastic parts for various semiconductor and automobile manufacturers. Okuda Seiko., Co. Ltd. undertakes the manufacture of molds and parts for well-known manufacturers around the world and has strength in molds for precision small parts. After visiting Okuda Seiko's factory where Mitsubishi Electric's EDM machines and Oki Electric Cable's recently redesigned electrode wires are being used, we conducted a three-party interview on the future evolution of EDM machines and electrode wires from the viewpoint of usability.

* A face mask was worn during the interview for protection against Covid-19.
From left, Mr. Seiji Sato, Mr. Masakazu Yoshimoto, and Mr. Tomoyuki Okuda
<Attendee profile>
Mr. Seiji Sato
Mr. Sato joined Mitsubishi Electric Corporation in 1990. After serving as Manager of Machining Technology Section of EDM Manufacturing Division and Manager of EDM Design Section, he served as General Manager of EDM Manufacturing Division at Mitsubishi Electric Nagoya Works from 2016 to 2020. In 2017, he was appointed as AM System Project Manager and General Manager of Manufacturing Department. His career highlights include receiving the Medal with Purple Ribbon in 2019.
Mr. Tomoyuki Okuda
Director, Okuda Seiko., Co. Ltd. Mr. Okuda joined the company in 1999. He was initially in charge of grinding in the Mold Manufacturing Department, where he experienced operations including blank layout and right-angle alignment. He was transferred to the wire EDM division in 2000 and gained 12 years of experience as the main engineer until 2012. He worked in molding, general affairs, production control, sales, and other divisions from 2013 to the present.
Mr. Masakazu Yoshimoto
General Manager, Electrode Wire Division, Oki Electric Cable Co., Ltd. Mr. Yoshimoto joined the company in 1992. He became in charge of the electrode wire technologies in 1995, after being in charge of the electric wire and cable technologies. He was then dedicated to the electrode wire technologies from 2013 and onwards. He was then appointed to the current position in 2018, after serving as Manager of Electrode Technology Section since 2006 and Manager of Electrode Wire Planning Section since 2010.
-- Before getting into the main subject, congratulations to Mr. Sato on receiving the Medal with Purple Ribbon.

* A face mask was worn during the interview for protection against Covid-19.
Mr. Sato: Thank you. The Medal with Purple Ribbon was awarded for the control technology for the machining power supply that is mainly incorporated in the "PA20", which is also being used at the Okuda Seiko factory we visited today.
I have been researching control technologies in electrical systems and have developed various technologies for controlling EDMs. Following the Flashing type machines such as the "110H" and "90HA", a demand for precision has increased after the year 2000. It was also the timing when the thickness of general wires was changed from 0.2mm to 0.1mm, which resulted in improved machining precision. Although the water-based EDMs we use are fast, they do not offer as much precision as oil-based ones. We worked on the control technology for the machining power supply to solve this problem. The original patent was submitted around 1997, but it was only from 2005 to 2006 and after 2010 that it was gradually incorporated into the products for solidified performance. I was deeply impressed by the high-precision molding using the "PA20" at the Okuda Seiko factory today.
Mr. Okuda:There are some things that can only be done with oil based EDMs, but the machining takes longer. In addition, while there is no difference when measured with a surface roughness measuring instrument, oil machining results in a hardened layer and water machining results in a softened layer on the surface, respectively. We make use of the two different machining methods according to the product requirements. It is gratifying to see that the performance of water based EDM has increased, which gives us more applications to choose from.
Mr. Sato:I believe that the mold machined using our "PA20" at the Okuda Seiko factory earlier today was impossible to manufacture without oil based EDMs until about 10 years ago. I heard that the machining would take about 100 hours, but it would take two or three times longer using oil based EDMs. I think that it has reached a practical level after improved overall performance in total, including precision and other functions.

Wire Precision Machining Room
-- A question for Mr. Okuda, please. What specific products does Okuda Seiko manufacture using wire EDMs?
Mr. Okuda:Since we are a manufacturer of plastic molds, we offer machining of electrodes, etc. that are used for mold parts and Sinker EDMs. Wire cutting, in particular, is used in a variety of application, from rough machining to machining that requires surface roughness.
What we saw at the factory today were mold parts for semiconductor test sockets and electrodes for narrow pitch connectors. In terms of wire diameters, we use different types such as 0.03, 0.07, 0.1, 0.2, and 0.25 mm depending on the mold parts to be processed.
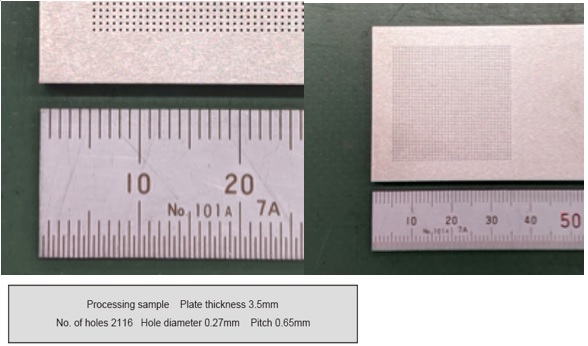
-- Of all these types of molds, what are your strongest fields?
Mr. Okuda: Our forte is microfabrication using wires with diameter of 0.1 mm or less. When machining hundreds to thousands of narrow pitch holes, it is important to select the appropriate processing machinery, wire diameter, machining condition, and jigs. Furthermore, the diameter, pitch, and precision of the initial hole through which the wire is passed greatly affect the connection rate of the auto threading. When we started this machining over ten years ago, the auto threading did not work well, and we often had to manually connect the wires in front of the processing machinery. Thanks to that hard work, we believe that we were able to establish our unique know-how. However, as Mr. Sato said earlier, the precision of Mitsubishi Electric's EDM machines and Oki Electric Cable's electrode wires have improved compared to 20 years ago. This has enabled us to manufacture more precise molds.
-- What are some of the difficulties you are currently experiencing in using wires?
* A face mask was worn during the interview for protection against Covid-19.
Mr. Okuda:In terms of wire cutting, our challenge is to increase the rate of operation. You inspected the manufacturing of semiconductor-related molds at our factory earlier today. The estimate made during the design phase shows that it will take 3 minutes per location, for a total of 120 hours (about 5 days), but it takes 170 hours (about 7 days) in reality. The reason for this difference is that it may take some time for the EDM to locate the holes due to the auto threading system of the EDM and the straightness of the electrode wires. It would be great if this could be improved, as it would further increase the efficiency of the factory.
Mr. Sato:The work is like passing a thread through a needle. It would be wonderful if the distance between the needle and the thread could be reduced, but at present, we are having to aim at the hole of the needle from a long distance. On the other hand, there is no problem if the wire is straight. However, since the wire is wound around a spool, the condition of the wire is different at the start and end of the winding. We believe it is necessary to make adjustments ensuring that all conditions are met.
Mr. Yoshimoto:Of course, we are also aiming for further evolution of our wire products. Even though our wires continue to evolve year by year, wires are subjected to stress when drawn from thick to thin and a process will be needed to remove this stress. Another issue that needs to be improved in the future is the winding habit of wires that occurs over time as a result of being wound on a spool. We believe that our latest redesign to bring them closer to a perfect circle is one of the steps to achieve this goal.
-- You are referring to the resign of your electrode wires which created an opportunity for this interview. Please explain the details of this redesign again, Mr. Yoshimoto.
* A face mask was worn during the interview for protection against Covid-19.
Mr. Yoshimoto: The idea for this redesign came from a complaint we received from a customer who pointed out that "some wires leave more lines (on the machining surface) than others". We had no idea at first but eventually discovered that it was caused by the shape of the wires.
In this redesign, we have achieved and commercialized an electrode wire with roundness reduced to a quarter of our in-house standard. Wires run through the pulley of the EDM, creating a spin. As a result, the distance between the wire and the workpiece may vary and/or the wire may vibrate. The closer to a perfect circle, the more these phenomena can be suppressed.
Mr. Sato:When the wire gets close to a perfect circle, not only the wire lines become less but also the clearance between the wire and the guide becomes uniform. Therefore, I believe that precision of the positioning will also improve. Considering the precision of the mold required by Okuda Seiko, even a deviation of 1 micron will likely result in quite a big difference.
Mr. Okuda:Yes, it feels like a big difference.
Mr. Sato: By eliminating the variation in the wires, we can reduce the "shifts by unknown cause" when changing the spool, which should result in better time efficiency overall.
Mr. Yoshimoto: Yes, I agree. The most important benefit is the elimination of wire lines, but we also believe that it will lower the total cost in the long run.
Mr. Okuda: Our company did not have any problems with wire lines, so we were not aware of that point. However, we are hoping that a cleaner mold surface thanks to reduced wire lines can lead to a longer mold life.
-- The manufacture of molds for precision parts has evolved over the past 10 or 20 years. What kind of progress can we expect in the future?
* A face mask was worn during the interview for protection against Covid-19.
Mr. Okuda: We are exchanging information with our customers on a daily basis, constantly thinking about and preparing for the kind of technologies that will be wanted in the future. In the future, for example, we may be required to manufacture smaller semiconductors than today. Therefore, I believe it would be necessary to continue improving the precision of EDMs and electrode wires, and of course, the skills of our engineers.
Another important factor for us is the temperature environment. Because the metal expands and contracts due to heat, the environment is maintained at 22 deg C ±0.5 deg C throughout the year. Our affiliated company, Okuda Mold Co., Ltd., established a new mold factory in August 2020 and will prepare to manufacture molds with the same precision as Okuda Seiko Co., Ltd. for additional manufacturing capacity in the future.
Mr. Sato: As Mr. Okuda has pointed out, a higher mold precision will also be required for our EDMs. After visiting the factory today, I feel that there are still many areas for improvement in terms of operating rate. We hope to continue our development to meet the expectations of customers manufacturing high-precision molds, such as Okuda Seiko.
Mr. Yoshimoto: As I mentioned earlier, I believe that the precision of our electrode wires will also need to be stabilized further. We also hope to work with Mitsubishi Electric to address the issue of "improving the threading" which was brought up today.
Mr. Okuda: I am grateful that I had the opportunity to talk with you all today and share information about what is happening in the field, which could potentially lead to new technologies and future innovations.
Mr. Yoshimoto: Our electrode wires have excelled thanks to Okuda Seiko's continued adoption and support of Mitsubishi Electric's EDMs. We hope we can all work together to make steady progress towards the future. Thank you very much for your time today.